











میزان مصرف آب مرحله ی پخت
با توجه به اینکه در سیستم خط اتوماتیک سایر نمونه های موجود در بازار و روش سنتی هیچگونه برنامه ریزی جهت حفظ آب و دوریز و صرفه جویی در نظر گرفته نشده است .
به همین جهت میزان دور ریز آب در هر دو روش تقریبا بالا بوده و اختلاف زیادی با یکدیگر ندارند .
در روش سنتی به ازای هر یک کیلوگرم برنج 10 لیتر آب و خط اتوماتیک تیپ قدیم حدود9 لیتر آب مصرف می گردد.
در خط اتوماتیک برنج شرکت پرشیا استیل با توجه به طراحی سیستم حفظ آب مرحله ی پخت و نگهداری آب مرحله پخت داخل پاتیل به واسطه ی آبکش متحرک طراحی شده داخل پاتیل، امکان تخلیه برنج روی کانوایر بدون تخلیه ی آب را فراهم کرده است.
این خط به ازای یک کیلوگرم برنج 3/1 لیتر آب مصرف می کند .

میزان مصرف گاز طبیعی در تیپ گازی
گاز طبیعی بعنوان منبع انرژی گرمایشی در هر سه روش مورد بهره برداری قرار می گید .
ولی راندمان و میزان مصرف با یکدیگر بسیارمتفاوت است .
در روش سنتی با توجه به عدم تعادل ترکیب بین گاز و اکسیژن وفرار و جدایش شعله(تراوش آب و وزش هوا) احتراق بصورت کامل اتفاق نمی افتد و در مرحله جوش آوری آب و دانه گیری با مصرف زیادی گاز مصرفی و تولید گرما و گاز آالینده و همچنین نیاز فراوان به هوای تازه روبرو هستیم.
در خط اتوماتیک سایر شرکت ها، تولید کننده سعی کرده اطراف منبع گرمایش محصور کند تا در جریانات هوا و تراوش آب روی آن تاثیر کمتر گذاشته و از جدایش و فرار شعله جلوگیری گردد ولی باز بدلیل نوع مشعل ،ترکیب اکسیژن و هوا به درستی انجام نمی گیرد و احتراق کامل اتفاق می افتد همچنین بدلیل عدم طراحی اگزوز در روی پاتیل سبب خفگی شعله و احتراق ناقص می گردد.
در خط اتوماتیک پخت برنج شرکت پرشیا استیل از هشت برنر خطی تیپ اتمسفریک ساخت کشور ایتالیا استفاده گردیده ، دارای اتاقک احتراق،یک جفت اگزوز ،مجهز به کلکتور تامین می باشد.
این سیستم با توجه به نتایج آزمایشگاه 85 %راندمان دارد،نکته پر اهمیت در خصوص خط اتوماتیک شرکت پرشیا استیل با توجه به حفظ آب و عدم نیاز به جوش آوری مجدد آب بخش زیادی از گاز طبیعی در این تیپ صرفه جویی می گردد و بعنوان دوستار طبیعت معرفی می گردد.

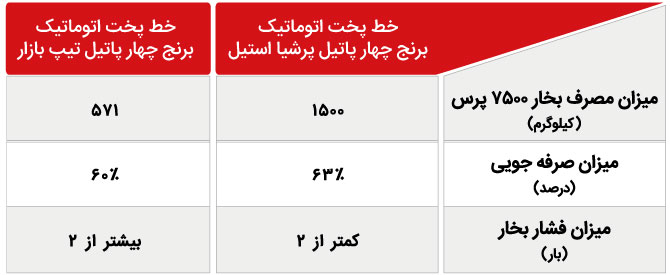
میزان مصرف بخار در تیپ بخار
در مقایسه میزان مصرف بخار، دو خط اتوماتیک پخت برنج سایر شرکت ها و تیپ شرکت پرشیا استیل از نظر ساختار ژاکت بخار هر دو طراحی مشابهی دارند .
ولی از نظر مصرف میزان بخار و انرژی گرمایشی اعداد بسیار متفاوت است.
با توجه به سیستم حفظ آب مرحله ای آبکشی در تیپ شرکت پرشیا استیل ؛
آب جوش مورد نیاز جهت پخت های متعدد همیشه موجود و در دسترس است و نیاز به جوش آوری آب مجدد و مصرف انرژی زیادی ندارد.
تنها انرژی مورد نیاز حفظ دمای نقطه جوش آب است که با انرژی اندکی تامین می گردد.
ولی در تیپ خط اتوماتیک بازار بدلیل دوریز آب در مرحله ی آبکشی ،برای پخت مرحله بعد نیاز به تامین انرژی زیادی جهت به نقطه جوش رساندن آب می باشد.
در هر مرحله ی پخت این تامین انرژی گرمایشی جهت جوش آوری آب باید تامین گردد.
اختلاف کلی بین این دو تیپ خط تامین میزان و مصرف انرژی گرمایشی بخار است که باید بویلربخار تامین کند.
نفر ساعت نیروی انسانی (بهره وری)
در زمانی که سیستم سنتی به سیستم نیمه صنعتی تبدیل شد بحث تعداد نیرو مورد نظر قرار گرفت .
ولی از حجم 5000 پرس به بالا مجدد تعداد نیرو رو به افزایش پیدا کرد .
در زمان تولید اولین خط اتوماتیک برنج مجدد بحث تعداد نیرو مدیریت گردید .
ولی با توجه به هزینه های سربار، شیفت مازاد و موارد هزینه ای دیگر، تولید کنندگان بدنبال مدیریت نفر ساعت نیرو افتادن تا با حداقل زمان تعداد نیرو محدود تولید محقق گردد.
در خط اتوماتیک پخت برنج شرکت پرشیا استیل با توجه خصوصیت “حفظ آب مصرفی” و در دسترس بودن “آبجوش در لحظه”بخش زیادی از زمان که جهت آبگیری پاتیل و جوش آوری آب زمان اتالف می کند صرفه جویی می گردد.
با این شیوه مدیریت نفر ساعت نیرو محقق می گردد.

هزینه اگزاست گرما و گازهای آالینده محیط
با توجه به جداول مورد تاییدآزمایشگاه معتبر احتراق، راندمان سیستم سنتی ،خط اتوماتیک تیپ بازار و خط اتوماتیک شرکت پرشیا استیل بیان گر این مطلب است که هر چه راندمان باالتر میزان احتراق کامل تر و همچنین گرما و گازهای االینده کمترتولید می شود .
در سیستم سنتی با توجه به راندمان پایین احتراق بخش زیادی از گرما و گازهای آلاینده تولید می شود.
به همین جهت باید از اگزوز فن دور بالا با “دبی هوای بالا” استفاده کرد که خود سبب فشار منفی محیط شده و باید با یک فن دمنده یا یک ایرواشر، هوای تازه محیط را تامین کرد که خود هزینه ی اگزاست، کانال کشی و مصرف برق را چندین برابر می کند.
در سیستم خط برنج اتوماتیک تیپ بازار بدلیل عدم پیش بینی اگزوز روی پاتیل و احتراق ناقص بدلیل نوع مشعل، تجمع گرما و گازهای آالینده در محوطه احتراق می گردد بدلیل عدم طراحی اگزروز، به محض بلند شدن پاتیل جهت تخلیه کلیه کازها و گرما حبس شده در محوطه زیر پاتیل وارد محیط شده ،که این گرما و گازهای آالینده باید توسط اگزوز فن دور باال از محوطه خروج پیدا کند و همچنین بحث تامین هوای تازه بدلیل فشار منفی اگزاست مطرح است که خود سبب هزینه زیادی سیستم اگزوز فن،کانال کشی و هزینه برق بر ما تحمیل می شود.
در سیستم خط اتوماتیک پخت برنج شرکت پرشیا استیل با توجه به راندمان 85 %مشعل ها ،طراحی یک جفت اگزوز برای هر پاتیل ،میزان تولید گرما و گازهای آلاینده بسیار جزئی است .
در ضمن کلیه دیوار و اگزوز دستگاه توسط پشم سرامیک دانسیته باال عایق حرارتی گردیده ، که این حرارت و گازهای کربنیک جزئی در بیشتر مواقع با پای خود از طریق هود خارج می شود.
فقط نیاز به یک اگزوز فن دور پایین داریم جهت تسهیل در تخلیه رطوبت بخار آب پاتیل و گرمای اطراف اگزوز ها ، که خود هزینه اگزاست،تامین هوای تازه و کانال کشی بسیار پایین می آورد.

سبد خرید برنج
شایان ذکر است با توجه به فناوری “فرآیند آرام پزی برنج” و ثبت اختراع متد پخت در خط اتوماتیک پخت برنج شرکت پرشیا استیل؛
طی این فرآِیند بدلیل اینکه برنج در دمای ایده ال پخت قرار می گیرد، دانه با کمترین چسبندگی، کمترین شکستگی و کمترین میزان تخریب روبرو است .
این مهم باعث می شود که هنگام خرید برنج فاکتور هایی مانند طاقت و ماندگاری زیاد در آب جوش کمرنگ تر شده و بدین صورت می توان با خرید برنج اقتصادی تر هزینه را تا حد زیادی پایین آورد .

کاهش آنالیز سرانه برنج
شاید یکی از فاکتور هایی که انتخاب نوع برنج در بازار پراهمیت است میزان افزایش قد دانه برنج (ری برنج) یا قد کشیدن برنج هنگام پخت است .
با توجه به اینکه برنج در سیستم خط اتوماتیک پخت برنج شرکت پرشیا استیل در نقطه زیر جوش آب (92-94)درجه سیلسیوس دانه گیری می گردد ؛
روزنه های سطح برنج به خوبی آب را جذب کرده وآب به نشاسته مغز برنج انتقال می یابد و چون خاصیت نشاسته هنگام جذب آب “تورم حجمی” است، “ساختارملکولی برنج این افزایش حجم نشاسته در طول میسر می کند”که سبب فزایش قد برنج هنگام دانه گیری می گرددکه حدود 10 %باعث کاهش انالیر سرانه هر نفر می گردد.

حجم سپتینگ تانک (حوضچه چربی گیر)
طبق جداول نظام مهندسی ساختمان آشپزخانه های بزرگ هر پرس غذا 5 لیتر سپتینگ تانک نیاز دارد که 50 %این حجم مربوط به آب برنج می باشد.
با توجه به جدول حجم فاضلاب تولیدی سه تیپ سیستم پخت برنج به نتیجه می رسیم در دو سیستم سنتی و خط اتوماتیک برنج تیپ بازار بدلیل دبی فاضلاب فراوان می بایست طبق استاندارد سایز لوله فاضلاب و حجم سپتینگ تانک مطابق با استاندارد نظام مهندسی باشد.
در خط اتوماتیک پخت برنج شرکت پرشیا استیل با توجه به تولید 15 %فاضلاب و حفظ 85 %آب مرحله ی آبکشی در پاتیل محاسبات مربوط به سایز لوله و سپتینگ تانک براساس 15 %دبی فاضلاب انجام می گیرد.
شایان ذکر است هزینه های خاکبرداری ،ساخت سازه سپتینگ تانک ،سایز لوله کشی و تخلیه و الیروبی دوره ای سپتینگ تانک صرفه جویی می گردد.

